| 首页 | 公司介绍 | 企业文化 | 新闻动态 | 产品中心 | 解决方案 | 售后服务 | 联系方式 |
 |
1 引言
图1 自动化油压车床外形 2 系统构成及工艺参数
3 油压车床操作界面设计
图2 初始界面
图3 主菜单画面 泵电机具有自动保护功能,机器在30分钟内无任何动作,泵电机将停止工作,若要继续使用请先启动泵。主轴的高低速选择在全自动人机界面图5上操作完成。除手动外,其他程序的运行都是以外部启动按钮为给定信号的。当设备运行过程中,将主菜单人机界面如图2画面上点击运行监控画面触摸按钮,将画面切换到运行监控画面图6进行运行监控。
图4 手动单步加工画面
图5 全自动加工画面
图6 运行监控画面
图7 托板延时设置画面 4 自动化加工系统设计
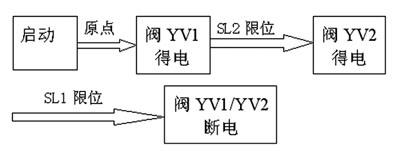
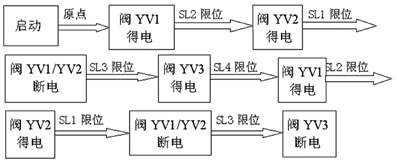
(2) 单步工艺流程2描述:开车启动,恢复原点,阀yv1得电,下托板前进碰到下托板慢进限位sl2后阀yv2得电下托板开始慢进,下托板慢进碰到前进到位限位sl1后执行下托板延时(图六)的设定值,时间到后阀yv1,yv2断电下托板回退,碰到回退到位限位sl3信号后上托板前进阀yv3得电上托板前进,上托板前进碰到上托板前进到位sl4限位后,下托板前进阀yv1再次得电,下托板前进碰到下托板慢进限位sl2后阀yv2得电下托板开始慢进,下托板慢进碰到前进到位限位sl1后执行下托板延时(图7)的设定值,时间到后阀yv1,yv2断电下托板回退,碰到回退到位限位sl3信号后上托板前进阀yv3断电,上托板回位。
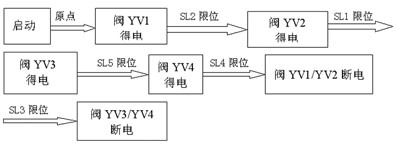
(3) 单步工艺流程3描述:开车启动,恢复原点,阀yv1得电,下托板前进碰到下托板慢进限位sl2后阀yv2得电下托板开始慢进,下托板慢进碰到前进到位限位sl1后阀上托板前进阀yv3得电上托板前进,上托板前进碰到上托板慢进sl5限位后,上托板慢进阀yv4得电,上托板慢前进碰到前进到位限位sl4后阀yv1,yv2断电下托板回退,碰到回退到位限位sl3信号后上托板前进阀yv3,yv4断电,上托板回位。
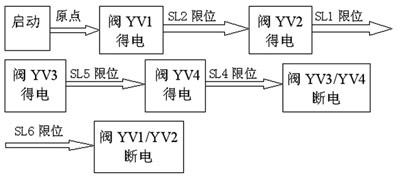
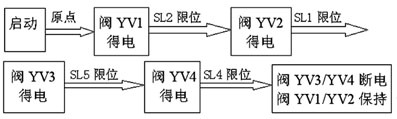
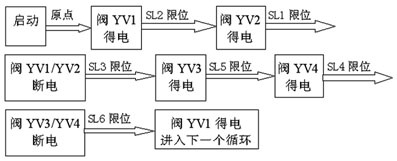
(4) 单步工艺流程4描述:开车启动,恢复原点,阀yv1得电,下托板前进碰到下托板慢进限位sl2后阀yv2得电下托板开始慢进,下托板慢进碰到前进到位限位sl1后阀上托板前进阀yv3得电上托板前进,上托板前进碰到上托板慢进sl5限位后,上托板慢进阀yv4得电,上托板慢前进碰到前进到位限位sl4后执行上托板延时(图7)的设定值,时间到后阀yv3,yv4断电上托板回退,上托板回退碰到回退到位限位sl6信号后下托板前进阀yv1,yv2断电,下托板回位。
(5) 单步工艺流程5描述:开车启动,恢复原点,阀yv1得电,下托板前进碰到下托板慢进限位sl2后阀yv2得电下托板开始慢进,下托板慢进碰到前进到位限位sl1后阀上托板前进阀yv3得电上托板前进,上托板前进碰到上托板慢进sl5限位后,上托板慢进阀yv4得电,上托板慢前进碰到前进到位限位sl4后执行上托板延时(图7)的设定值,时间到后阀yv3,yv4断电上托板回退,下托板前进阀yv1,yv2保持前进位不动。
4.3 设备系统保护
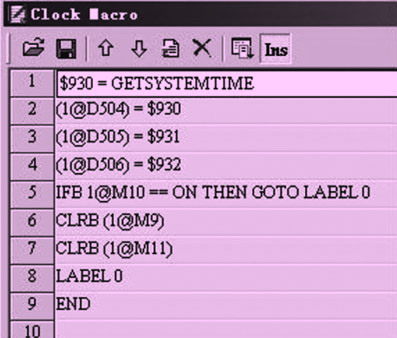
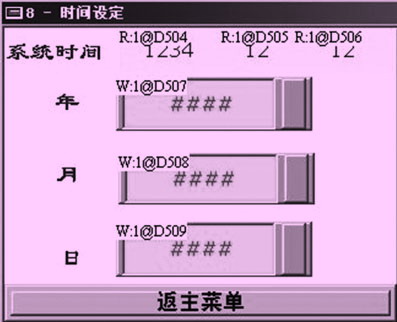
图8 系统设定时间赋值
图9 自定义运行时间 5 结束语 |
标签列表 | 意见反馈 | 网站地图 | RSS订阅 |
 版权所有 © 2002-2013 页面执行时间0.5391 s 鲁ICP备09034026号 |
|||